

THE INDIAN TEXTILE INDUSTRY (PROCESSING IN PARTICULAR FOR WOVEN) HAS RAPIDLY TRANSFORMED INTO THE BENCHMARKING AND APPLICATION OF MODERN TECHNICAL SPECS TO MATCH AND CONFIRM TO EVER HIGHEST NORMS PREVAILING IN THE GLOBAL MARKET. SUBSEQUENTLY, EFFORTS ARE DIRECTED IN THE SEARCH OF EXCELLENT TECHNOLOGY AND MACHINE. THOSE EXCELLENT AND CRITICAL FEATURES MUST BE INTEGRATED AND COUPLED ALONG ALL TECHNICAL ASPECTS IN THE AREA OF DELIVERABLE DESIRED LEVEL OF PERFORMANCE IN WET PROCESSING.
THIS CONTEMPORARY BUT COMPULSIVE THINKING SURELY LEAD US TOWARDS CREATIVE DESIGNING OF NEWER MODELS.
ONE SUCH KEY MACHINE OF INDISPENSABLE NEED IN FINAL STAGES OF PROCESSING OF WOVEN PRODUCT LINE IS STENTER. THE PERFORMANCE OBTAINED WITH A STENTER DEPENDS ON THE SPECIFIC NOVEL AND DYNAMIC DRYER DESIGNS. DUE TO EXORBITANT RISE IN THE ENERGY AND LABOUR COST CLUBBED WITH CUMULATIVELY GROWING PRESSURE OF COSTS IN ALL AREA OF TEXTILE PRODUCTION, OUR DEVELOPMENT EFFORTS IN THE STRETCHLINE STENTER
MANUFACTURING IN RECENT YEARS HAVE BEEN SHIFTED TOWARDS NEW UNDER MENTIONED OBJECTIVES, WHICH TILL RECENTLY WERE OVERLOOKED BY THE MANUFACTURER.
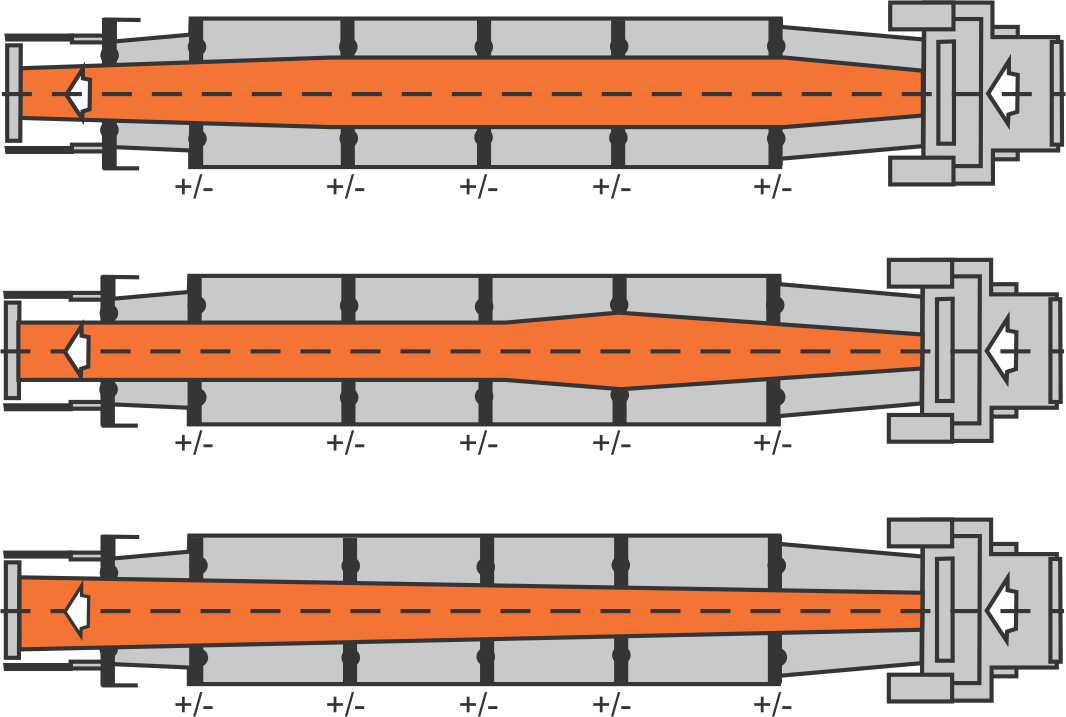
IT HAS BEEN NOTICED THAT LOT OF MOISTURE IS EVAPORATED. IN THE FIRST FIELD (CHAMBER) DUE TO SUFFICIENT SURFACE MOISTURE AVAILABLE FOR EVAPORATION. AND LITTLE IN THE LATER FIELDS AS MOISTURE TO BE EVAPORATED THAT FIRST HAS TO DIFFUSE ON TO THE SURFACE FROM CARE. HOWEVER IT IS EQUALLY IMPORTANT TO CONSIDER THE EXHAUST AIR MOISTURE LEVELS TO 160 TO 180G H2O/KG DRY AIR.
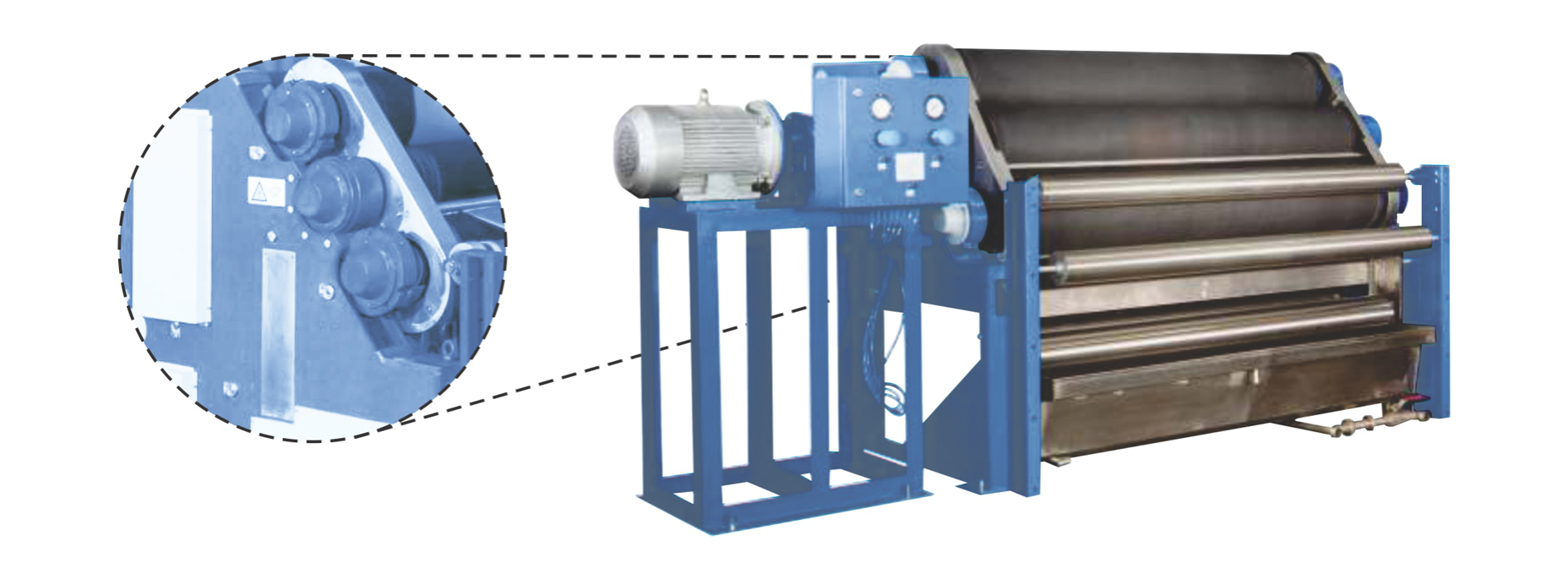
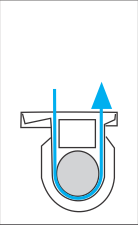
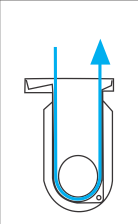
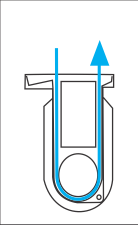
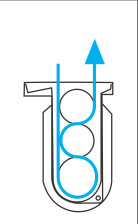
FOURWENTS STRETCHLINE OFFERS SUCH MACRO LEVELS OF STUDY AND CONTROL THE SAME TO OPTIMUM LEVEL. DEVELOPMENT EFFORTS ARE INITIATED FOR IMPROVING THE RANGE UTILIZATION FOR CONTINUOUS OPERATION DURING ARTICLE CHANGE, THAT IS TO AVOID IDLE TIME BY USING J-BOX AND NONSTOP WINDERS WHILE BATCH CHANGE. IT ALSO INTRODUCES A SYSTEM FOR MINIMUM DOWN TIME BY DESIGNING FACILITY OF TANDEM FILTER SHEAVES /SCREENS SLOTS THAT ELIMINATE THE EXTRA CLEANING TIME WITHOUT AFFECTING THE OPERATION.
THE STENTER IS THE MOST IMPORTANT MACHINE IN TEXTILE , BECAUSE ALMOST EVERY FABRIC PASSES AT LEAST ONCE THROUGH A STENTERING MACHINE. NOT ONLY ARE THE ATTAINABLE DRYING RESULTS IMPORTANT, THE INDIVIDUAL ELEMENTS OF THE MACHINE MUST ALSO ENSURE THE QUALITY OF THE FINISHED FABRICS. IN OTHER WORDS THE INTENSITY OF ITS EXPOSITION TO AIR AND THE UNIFORMITY OF HEAT TRANSFER AND TEMPERATURE MUST BE JUST BALANCED. THE WISH LIST & NEED OF THE PRESENT TIME BY ALL FINISHERS IS, “ TO ACHIEVE VERY HIGH EVAPORATING CAPACITY WITH LOW ENERGY REQUIREMENTS.”
TO CONFER OR ENHANCE ATTRIBUTES REQUIRED FOR EXCELLENT PERFORMANCE IN WOVEN FOR ITS INTENDED END - USE BY MEANS OF CHEMICAL TREATMENT FROM AN AQUEOUS BATH.
IT IS RARELY POSSIBLE TO ACHIEVE ACCEPTABLE LEVEL OF SETTING IN THE FABRIC FOR FINAL GARMENT MAKING WITHOUT STENTERING OPERATION. STENTER IS FINAL “ GATEWAY ” TO THE TECHNICAL PROCESS SEQUENCE OF “FIBRE TO FINISH” MANUFACTURING.
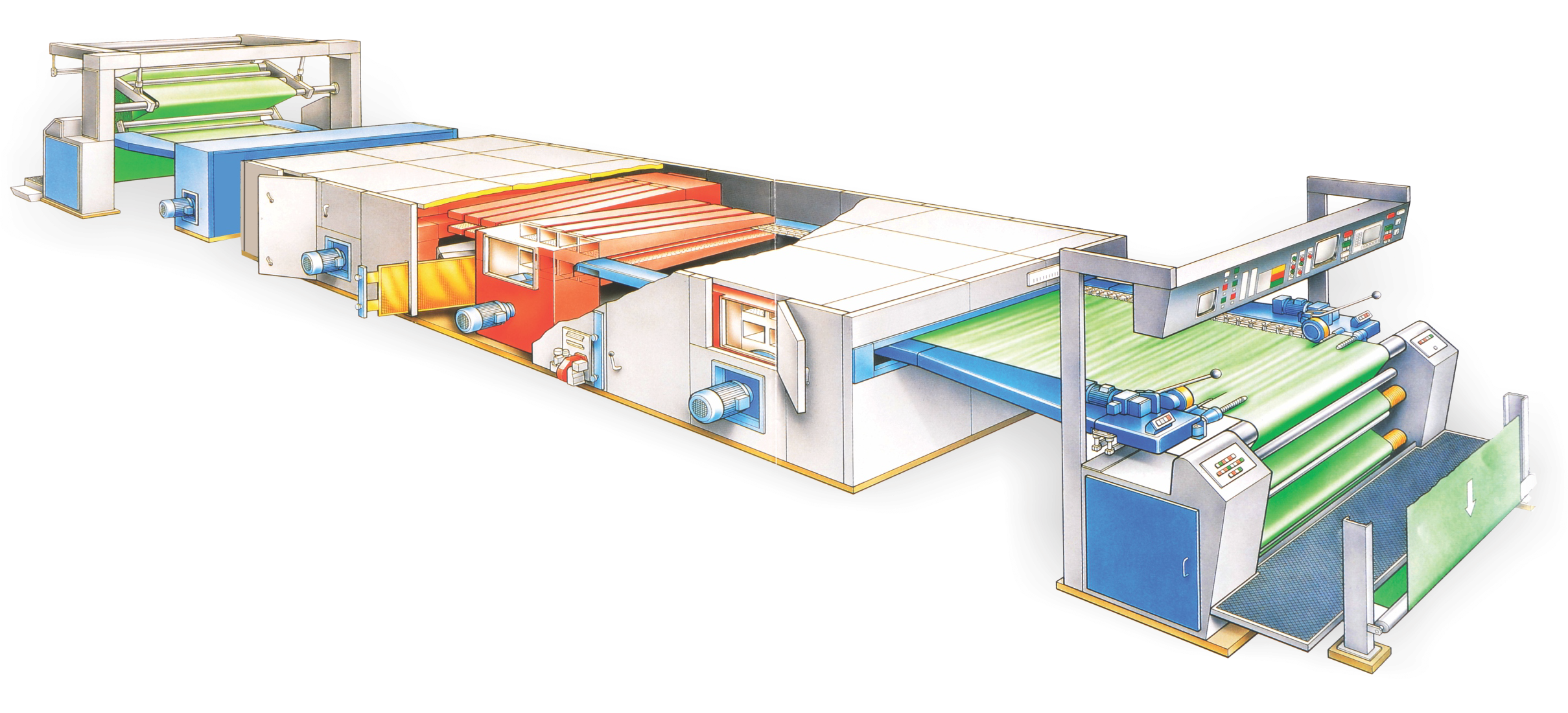
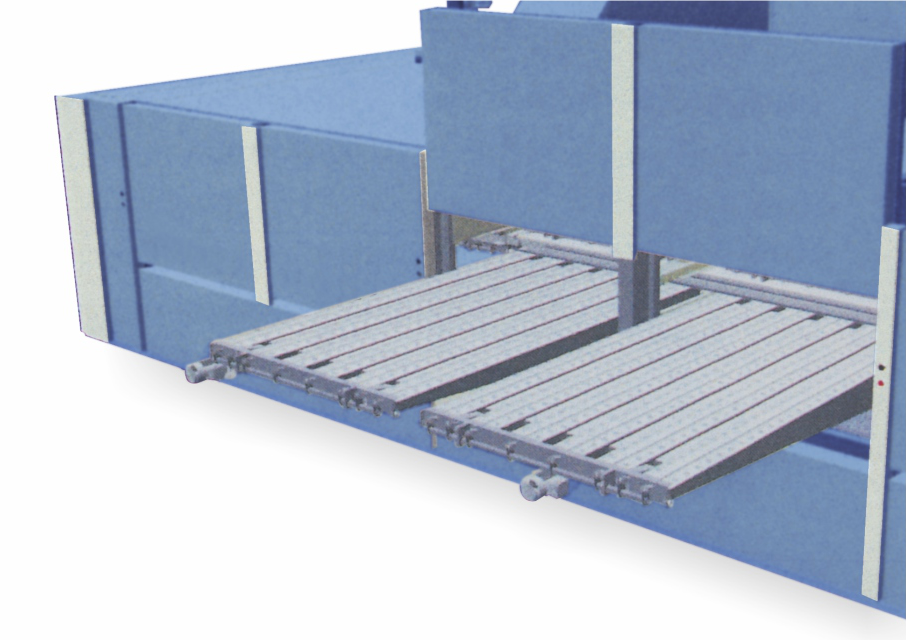
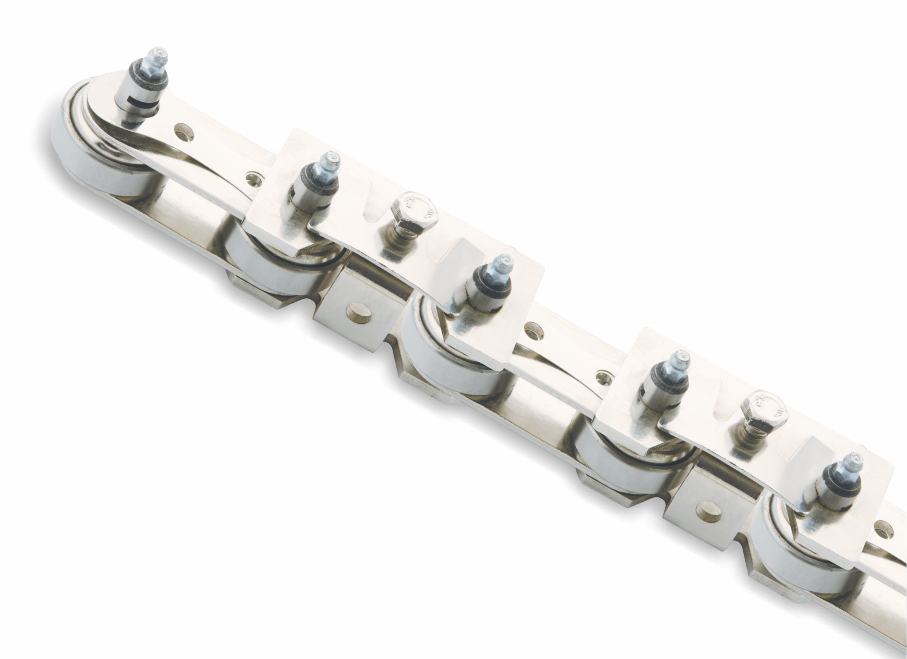
A STENTER IS USED FOR THERMAL TREATMENT OF TEXTILE FABRIC IN OPEN WIDTH CONDITION. THIS MACHINE HOLD THE BOTH SELVEDGE SIMULTANEOUSLY AND CONTINUOUSLY, CARRIES IT FROM ONE POINT TO OTHER. TWO ENDLESS CHAINS EQUIPPED WITH EITHER CLIPS OR PINS HOLD THE SELVEDGE.
IN THE CHAIN OF PROCESS LINE, STENTERING OPERATION ACQUIRES SIGNIFICANT PLACE AS INDOMITABLE AND UNDISPUTED EQUIPMENT WHICH CONTRIBUTES FOR FINAL SHAPING OF TEXTILES.



UNIVERSAL STENTER FOR DRYING AND DUAL PROCESSES, WHILE THE CORRESPONDING CONFIGURATION CAN BE USED FOR PRACTICALLY ALL TYPES OF FABRIC.

STENTER DUAL PROCESSES, E.G. HEAT-SETTING, CURING.

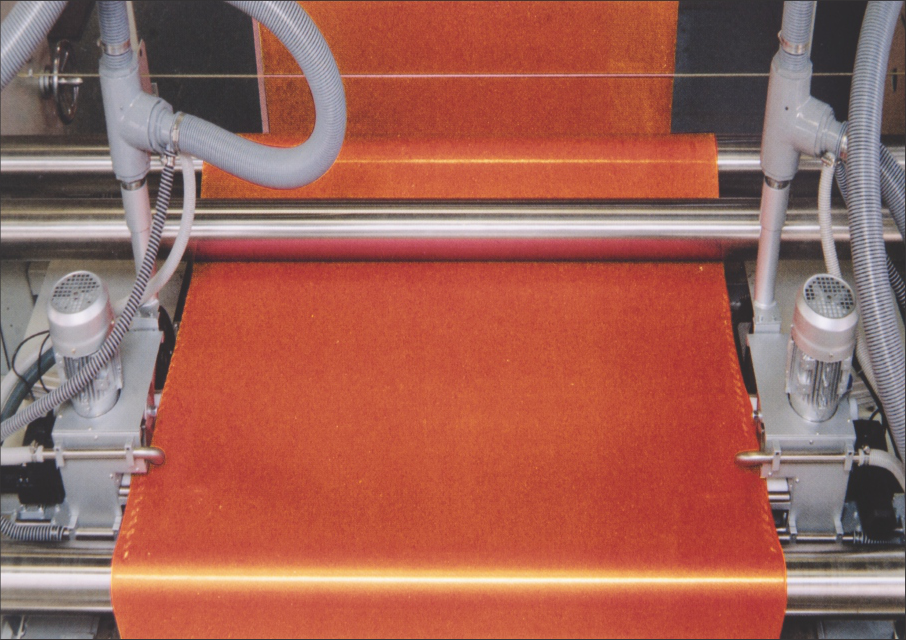
WITH INTEGRATED COATING UNIT, E.G. FOR FINE COATING OF FLAT FABRICS AND THREAD ANCHORING OF PLUSH ARTICLES.

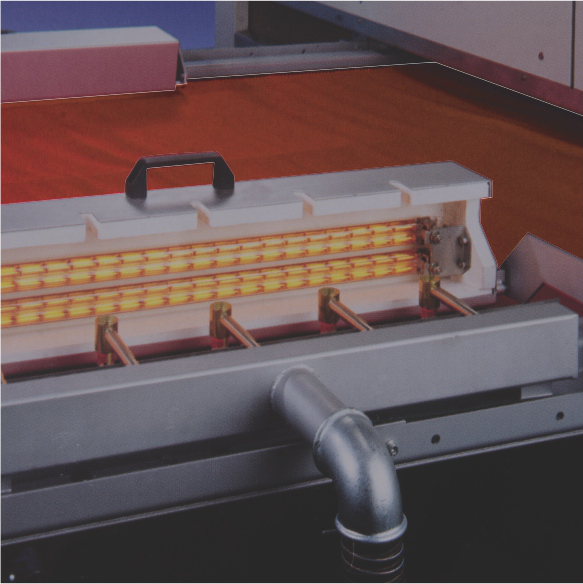
WITH INFRARED PRE-DRYER FOR PIGMENT DYEING.

FOR UNIVERSAL FINISHING OF WOVEN AND KNITTED FABRICS. IDEAL FOR PRETREATMENT PRIOR TO PRINTING.

| NB in cm | LIQUOR TROUGH CONTENT IN LITRES | CROWNED ROLLER SYSTEM | EVEN PRESSURE ROLLER SYSTEM | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
 |
 |
 |
 |
 |
 |
Minimum Litre | Line pressure with standard crown for 8t pressing force | Crown possible for max. pressing force | Line Pressure Range | Max. Pressure Range | |
| 180 | 44 | 24 | 89 | 40 | 53 | 61 | 6,9 | [daN/cm | [t] | [daN/cm] | [t] |
| 200 | 49 | 26 | 98 | 43 | 58 | 67 | 7,6 | 44 | 12 | Oct-66 | 12 |
| 220 | 54 | 29 | 108 | 46 | 63 | 74 | 8,3 | 40 | 12 | Oct-60 | 12 |
| 240 | 59 | 31 | 118 | 49 | 69 | 81 | 9,1 | 36 | 12 | Oct-54 | 12 |
| 260 | 64 | 34 | 127 | 52 | 74 | 88 | 9,8 | 33 | 12 | Oct-50 | 12 |
| 280 | 69 | 36 | 136 | 55 | 79 | 94 | 10,2 | 30 | 12 | Oct-46 | 12 |
| 300 | 74 | 39 | 146 | 59 | 84 | 100 | 11,3 | 28 | 12 | Oct-42 | 12 |
| 320 | 79 | 41 | 155 | 62 | 89 | 106 | 12,0 | 26 | 12 | Oct-40 | 12 |
| 340 | 84 | 44 | 165 | 65 | 94 | 112 | 12,5 | 25 | 10 | Oct-37 | 12 |
| 360 | 89 | 46 | 175 | 68 | 100 | 119 | 13,5 | 23 | 8 | Oct-35 | 12 |
| 380 | 94 | 49 | 184 | 71 | 105 | 126 | 14,2 | − | − | Oct-33 | 12 |
| Immersion path / m | 560 | 560 | 850 | 850 | 990 | 1400 | − | − | Oct-31 | 12 | |
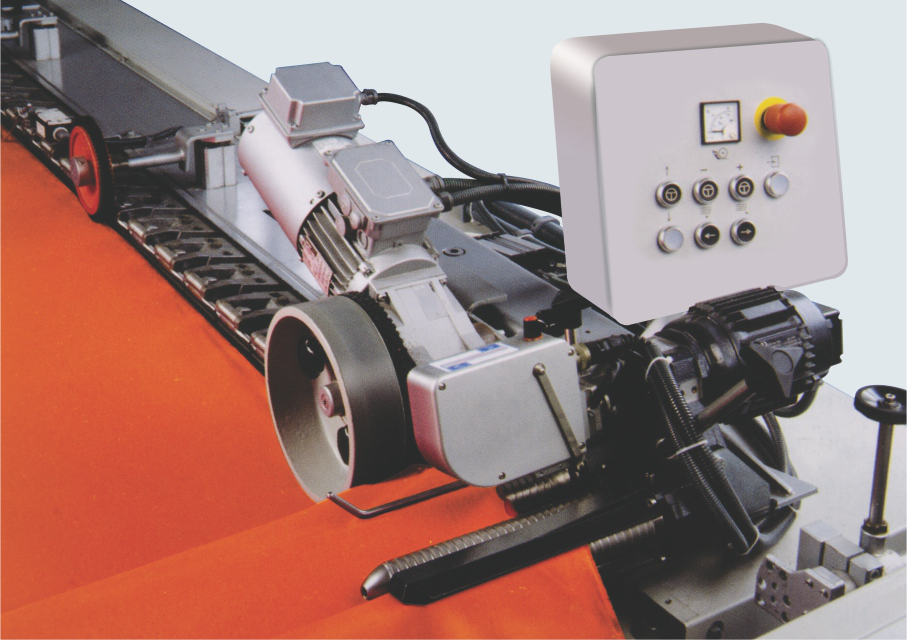
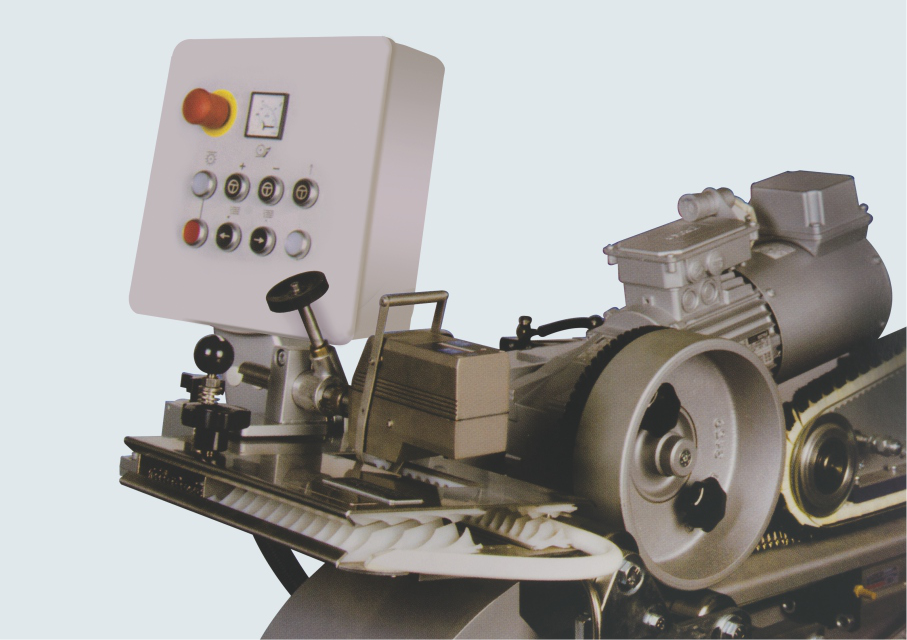


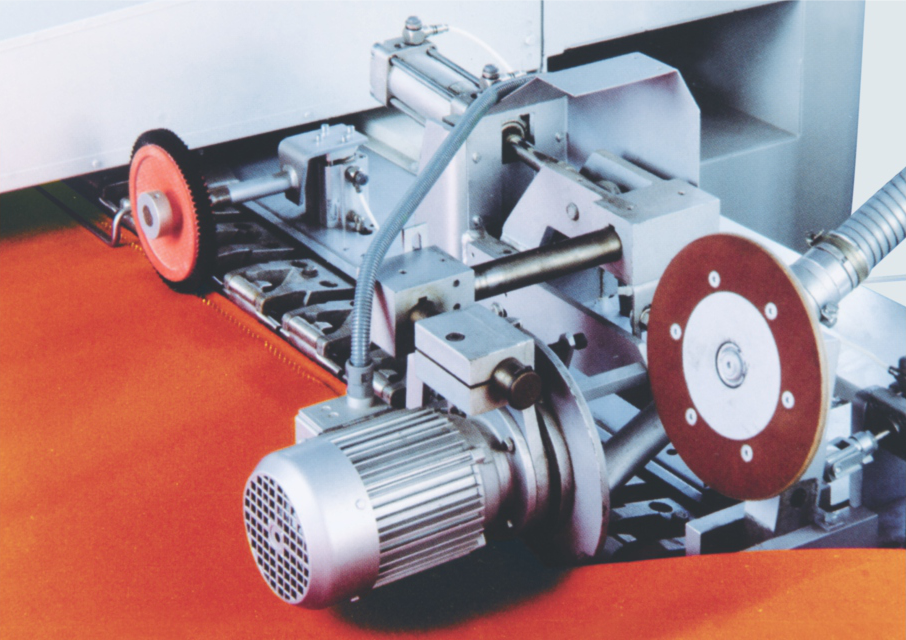


PINNING DEVICE WITH DRIVEN AFTER-PINNING BELT SYNCHRONISED DRIVE SYSTEMS FOR EFFICIENT PINNING AND RELIABLE AFTER-PINNING EVEN WITH LARGE OVERFEEDS AND HIGHLY ELASTIC FABRICS. PNEUMATIC OPERATION FOR LIFTING AND LOWERING IN PROCESS-OPTIMISED SEQUENCE. THE DRIVE IS SYNCHRONISED WITH THE DRIVE OF THE STENTER CHAIN, THUS PREVENTING ANY SHIFTING OF THE MESH STRUCTURE. LONG SERVICE LIFE OF THE BRUSH BELT AS IT IS NOT SUBJECTED TO FRICTION. SUITABLE FOR KNITTED FABRIC RANGES.

Made in india
© Fourwents. All Rights Reserved. ![]()